


Introduction: More Than Just a Sheet of Plastic
Imagine you’re specifying a plastic film for a new product. It could be a heavy-duty shipping bag, a high-clarity food package, or a protective film for electronic components. You’ll quickly encounter a fundamental choice that dictates your product’s performance, cost, and manufacturability: Blown Film or Cast Film?
While the results may look similar to the untrained eye, these two primary extrusion processes create materials with distinctly different “DNA.” The choice isn’t trivial—it impacts everything from the product’s durability on the shelf to its final cost and environmental footprint.
-
Choose Blown Film for toughness, durability, and cost-effectiveness (e.g., shopping bags, stretch wrap).
-
Choose Cast Film for exceptional clarity, high precision, and consistency (e.g., food packaging, electronic films).
The Core Processes – A Tale of Two Techniques
The fundamental difference lies in how the molten plastic is shaped and cooled. This crucial step determines the final film’s molecular structure and, consequently, its physical properties.
Blown Film Extrusion: The Art of the Bubble
Visualize this: A giant, vertical, trembling bubble of molten plastic, climbing steadily into a cooling tower. This iconic image is the heart of blown film extrusion, a process prized for its simplicity and versatility.
The Step-by-Step Journey
-
Extrusion & Die Head: Plastic resin (typically polyethylene) is fed into an extruder. A rotating screw melts and pressurizes the material, forcing it through a circular die head to form a thick-walled tube.
-
Inflation: As the tube emerges, compressed air inflates it like a balloon. This is controlled by the Blow-Up Ratio (BUR)—the ratio of the bubble diameter to the die diameter.
-
Cooling & Crystallization: A high-velocity air ring cools the bubble. This cooling is relatively slow, allowing polymer crystals to form, which affects clarity and strength.
-
Collapsing & Hauling: The cooled bubble is flattened into a double-layer “tube” and pulled by nip rolls.
-
Winding: The film is wound into large master rolls.
The Key Takeaway: Biaxial Orientation
The magic of blown film is biaxial orientation. The bubble expands sideways (in the Transverse Direction) while being pulled upward (in the Machine Direction). This simultaneous stretching creates balanced strength in both directions. However, slower cooling creates larger crystals, resulting in a hazier, lower-gloss appearance.
Cast Film Extrusion: Precision on the Chill Roll
Visualize this: A molten curtain of plastic, as smooth as a waterfall, pouring onto a giant, polished, chilled cylinder. Cast film is the epitome of controlled, high-speed manufacturing.
The Process Workflow
-
Extrusion & The T-Die: Resin is melted and forced through a linear T-Die, which ensures a perfectly uniform curtain of melt.
-
Quenching: The melt is deposited onto a water-cooled chill roll. This instantaneous and intense cooling is the critical differentiator.
-
Solidification: The rapid quenching instantly “freezes” the polymer chains, preventing large crystals from forming.
-
Finishing: The film is treated for printability, trimmed, and wound.
The Key Takeaway: Rapid Quenching
Head-to-Head Comparison
The table below provides a clear, concise summary of the key differences.
|
|
|
|
|
|---|---|---|---|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Application Scenes: Which Process for Which Product?
Understanding this table is useless without connecting it to real products. The application dictates the winner.
The Kingdom of Blown Film – Where Toughness and Economics Rule:
Blown film is the workhorse for applications demanding durability and cost-effectiveness.
-
Shopping & Carry Bags: The classic application. Needs good MD/TD balance, high impact strength, and low cost. Blown film excels.
-
Stretch Wrap (Hand Film): Requires high elongation and “cling.” The inherent tackiness and elasticity of blown LLDPE films are perfect.
-
Agricultural Films: Greenhouse covers, silage bags. Demands toughness, weather resistance, and often UV stabilization. The biaxial strength of blown film withstands wind and handling.
-
Heavy-Duty Sacks & Industrial Liners: For sand, fertilizer, or construction waste. Puncture and tear resistance are paramount – a clear win for blown film.
-
Protective Packaging (Bubble Wrap, Air Pillows): The film must be sealed into bags and hold air under pressure. Blown film’s seal integrity and strength are key.
The Domain of Cast Film: Where Clarity is King
-
High-Clarity Packaging: For fresh produce, bakery items, or premium goods where product visibility drives sales. Cast PP or CPP is the undisputed choice.
-
Lamination & Metallization Base Films: Provides a perfectly uniform, smooth surface for bonding with other materials or for aluminum coating (e.g., chip bags). Cast film’s gauge consistency is non-negotiable.
-
Adhesive Tapes & Protective Films: The smooth, consistent surface ensures uniform adhesive application. The easy MD tear is a benefit for tape.
-
Hygiene Film Backsheets: For diapers or sanitary products. Requires excellent barrier properties, softness, and consistent performance at high converting speeds. Cast film lines deliver.
-
Electronic & Optical Films: The ultra-clear, defect-free surface is essential for screen protectors, polarizer films, or graphic overlays.
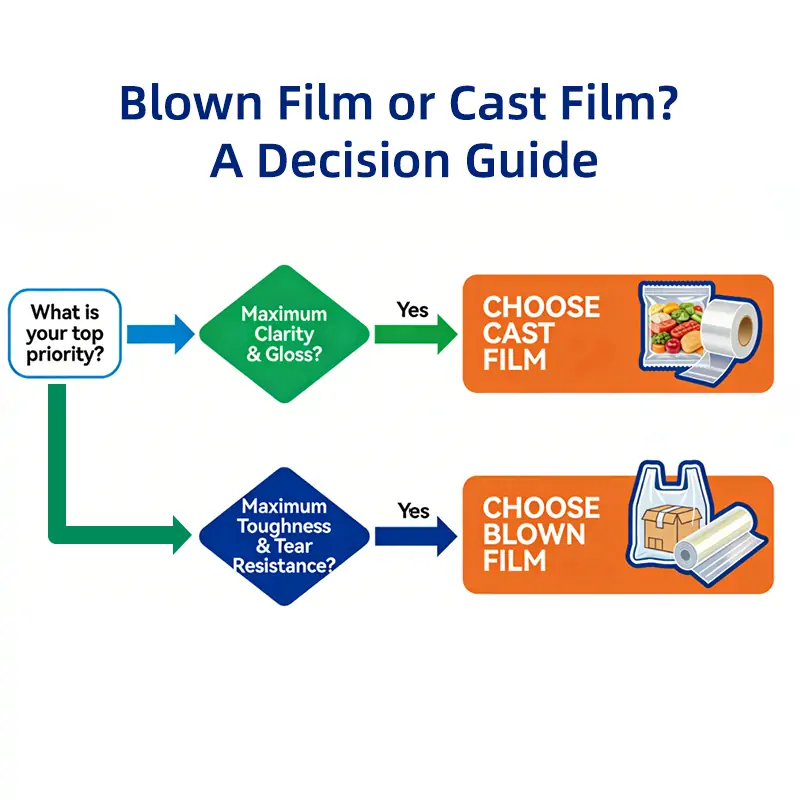
Part 4: How to Choose – A Practical Decision Framework
So, how do you decide? Ask yourself these key questions:
1. What is the #1 Priority?
-
✅ Maximum Clarity & Gloss? -> Choose Cast Film.
-
✅ Maximum Toughness & Tear Resistance? -> Choose Blown Film.
2. What are the Material Constraints?
-
✅ Using primarily Polyethylene (PE)? -> Blown Film is the natural, economical fit.
-
✅ Using Polypropylene (PP) or other engineering resins? -> Cast Film is typically required.
3. What is the Production Scenario?
-
✅ High-Volume, Single Product? -> The high speed of Cast Film often yields a lower cost per unit.
-
✅ Lower-Volume, Multiple Products/Widths? -> The flexibility of Blown Film is more economical.
4. What are the Sustainability Goals?
-
✅ Using Post-Consumer Recycled (PCR) Content? -> Blown Film lines are more tolerant of material variations.
-
✅ Using Compostable Biopolymers like PLA? -> The gentle quenching of Cast Film can better preserve their properties.
Conclusion: It’s About the Right Fit
The blown film vs. cast film debate doesn’t have a single winner. Instead, it’s about finding the right technological fit for your product’s requirements, material choice, and production goals.
-
Choose Blown Film when you need a tough, cost-effective, and versatile workhorse for applications like bags and industrial packaging. It is the champion of durability and flexibility.
-
Choose Cast Film when you need a high-precision, high-clarity, and high-speed solution for demanding applications like food packaging and electronics. It is the specialist in optical excellence and consistency.
By understanding the core principles behind these processes, you can move beyond guesswork and make an informed, strategic decision that ensures your product’s success from the production line to the end user.





