



Compostable Color Masterbatch Manufacturer
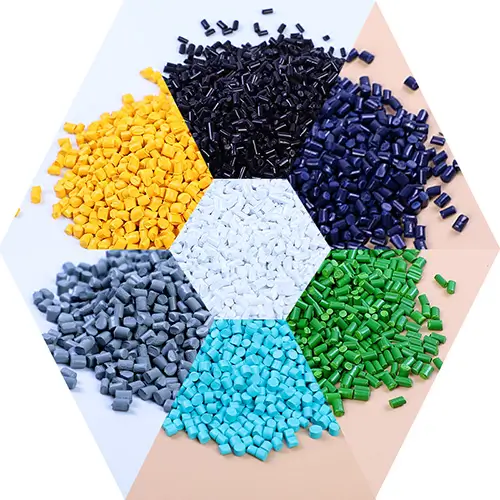
ShinHigh is a renowned manufacturer of high-quality compostable masterbatch. Our color masterbatch is eco-friendly, using PBAT as carrier and adding the proper amount of pigment and compostable dispersants. Our plastic color concentrates are compatible with a wide range of resins and materials and are easily customized with effects and additives.
Our sustainable masterbatch compounds are carefully refined and cooled, minimizing the need for additional chemical additives. This unique approach sets our masterbatch apart from conventional options, offering a more sustainable and efficient solution.
Key Advantages of Masterbatch
Based on advanced technology and rich experience, our plastic masterbatch is of extremely high quality. It has the advantages of bright color, strong colorability, good dispersion, good compatibility, less additives, low moisture, etc.

















Manufacturing of Color Masterbatch
The production of ShinHigh color masterbatches:
- (1) Identifying and weighing pigments and additives.
- (2) Mixing these pigments and additives into a carrier resin or polymer by heat treatment and typically twin screw extruding.
- (3) Cooling and forming the concentrated mixture into granules.

Eco-friendly Additive——Fluoride-free PPA
Our compound masterbatches do not contain fluoride additives, offering several benefits:
- Enhance plastic particle mobility, reduce die buildup, and lower energy consumption.
- Improve film surface smoothness without compromising film appearance or printability.
- Fluorine-free additives offer a more sustainable solution, helping to reduce your carbon footprint.
Certifications
In terms of certifications, ShinHigh compostable color masterbatch has been certified by TÜV as OK Compost, Home OK Compost, by DIN CERTCO according to EN13432, by Australia according to AS4736, and AS5810, by BPI according to ASTM D-6400, by Chinese National Plastic Products Quality Supervision and Inspection Center according to GB/T38082-2019, and safe for direct food contact(FDA). With high-quality compostable masterbatches, you can customize a wide range of properties.

- Environmental Benefits of Compostable Color Masterbatch
Compostable color masterbatch offers a sustainable alternative to traditional color masterbatch, providing numerous environmental benefits.
- Reduce plastic waste: Compostable materials break down into natural elements in composting facilities, reducing the amount of plastic waste that ends up in landfills and oceans.
- Mitigate marine pollution: By reducing plastic waste, compostable masterbatch helps protect marine ecosystems from the harmful effects of plastic debris.
- Promoting a circular economy: Compostable materials can be returned to the soil as compost, creating a more circular and sustainable waste management system.
Enhance Sustainable Packaging Production with Custom Compostable Color Masterbatches
Choose from a variety of colors to match your brand identity and product aesthetics. Our expert team is committed to providing tailored solutions to meet your specific needs.
We offer free samples for you to test the properties and production feasibility.
Don’t hesitate to contact our professional team. We are here to answer your questions, provide technical support, and guide you through the process of creating sustainable packaging solutions. Let us work together to build a greener future.